- 纺丝级PTT PBT PET塑胶
- 高分子UHMWPE
- ABS塑胶
- 高密度聚乙烯HDPE
- 低密度聚乙烯(LDPE)
- 线型低密度聚乙烯LLDPE
- 茂金属MVLDPE
- 聚丙烯PP PP/EPDM
- 抗冲聚苯乙烯HIPS
- 尼龙PA66 PA6 PA12 PA11 612 46 9T 6T..
- 聚甲醛POM POM/PTFE
- 塑胶粒PBT PET
- PPO MPPO MPPE
- 耐候树脂ASA AES
- 合金料PC/ABS
- 弹性体TPE TPU TPR TPEE TPV
- PBT/ASA
- PEEK PSU PPSU PEI PES高温料
- 聚碳酸酯PC
- 降解材料PLA PBAT PHA PBS
- 聚酯PCTG PETG PCTA
- 长春PF电木粉 电玉粉
- PCT
- ASA/PC塑料合金
- 中密度聚乙烯MDPE
- 专业PVC聚氯乙烯
- 弹性体SBS SEBS SIS TPO TPU TPV TPE..
- PI聚酰亚胺
- 亚克力PMMA有机玻璃
- 三元乙丙橡胶EPDM EVA
- K 胶(Q )树脂



|




 |
 |
 |
 |
 |
高冲击 头盔专用塑料ABS HM-0570 韩国乐天化学
- 品牌:韩国乐天化学
- 产地:三星乐天化学ABS
- 货号:ABS
- 价格: ¥18.5/KG
- 发布日期: 2020-05-16
- 更新日期: 2024-04-24
产品详请
| 品牌 | 乐天化学 |
| 货号 | ABS |
| 特性级别 | 标准级|||高强度||| |
| 牌号 | HM-0570 |
| 型号 | HM-0570 |
| 品名 | ABS |
| 外形尺寸 | 颗粒 |
| 产品用途 | 头盔 |
| 用途级别 | 通用级||| |
| 生产企业 | 乐天化学 |
| 是否进口 | 是 |
|
|
顶出要求:由于制品表观的光洁度对电镀性能有较大的影响,表观上任何微小的伤痕存在都会在电镀后明显地显露出来,因此除了要求模腔上不允许有任何伤痕存在外,还要求顶出的有效面积要大,采用多根顶杆在顶出过程中的同步性要好,顶出力要均匀。 4. 排气:为了防止在充模的过程中出现排气不良,使熔料灼伤,接缝线明显等问题的出现,要求开设深度不大于0.04mm的排气孔或排气槽,以利熔料吋产生的气体排出 |
|
|
|
|
|
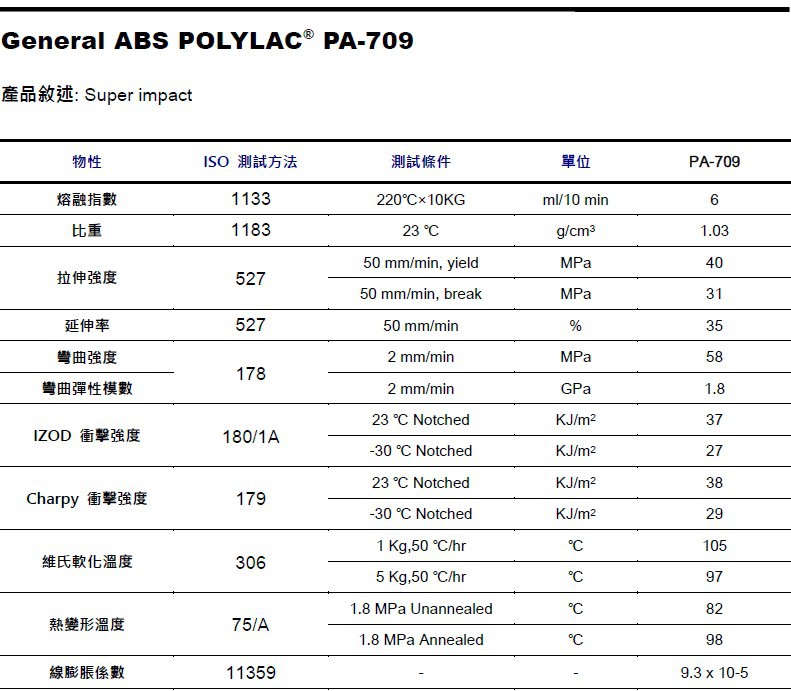
性能项目 |
测试条件 | 测试方法 | 数值/描述 | 单位 | |
| 机械性能 | 拉伸强度(引张强度) |
|
ASTM D638/ISO 527 | 40 | kg/cm2(MPa)[Lb/in2] |
| 断裂伸长率 |
|
ASTM D638/ISO 527 | 2.7 | % | |
| 拉伸模量 |
|
ASTM D638/ISO 527 |
|
kg/cm2(MPa)[Lb/in2] | |
| 拉伸屈服伸长率(延伸率) |
|
ASTM D638/ISO 527 |
|
% | |
| 拉伸断裂伸长率(延伸率) |
|
ASTM D638/ISO 527 |
|
% | |
| 弯曲模量(弯曲弹性率) |
|
ASTM D790/ISO 178 | 58 | kg/cm2(MPa)[Lb/in2] | |
| 弯曲强度 |
|
ASTM D790/ISO 178 |
|
kg/cm2(MPa)[Lb/in2] | |
| 洛氏硬度 |
|
ASTM D785 |
|
|
|
| IZOD 缺口冲击强度 | 1/4" 23℃ | ASTM D256/ISO 179 | 31 | kg·cm/cm(J/M)ft·lb/in | |
| 1/4" -30℃ | ASTM D256/ISO 179 | 11 | kg·cm/cm(J/M)ft·lb/in | ||
| 1/8" 23℃ | ASTM D256/ISO 179 |
|
kg·cm/cm(J/M)ft·lb/in | ||
| 1/8" -30℃ | ASTM D256/ISO 179 |
|
kg·cm/cm(J/M)ft·lb/in | ||
| Charpy冲击强度 | 23℃ (缺口) | ASTM D256/ISO 179 | 30 | kg·cm/cm(J/M)ft·lb/in | |
| -30℃(缺口) | ASTM D256/ISO 179 | 11 | kg·cm/cm(J/M)ft·lb/in | ||
| 23℃(无缺口) | ASTM D256/ISO 179 |
|
kg·cm/cm(J/M)ft·lb/in | ||
| -30℃(无缺口) | ASTM D256/ISO 179 | 160 | kg·cm/cm(J/M)ft·lb/in | ||
| 物性性能 | 比重(密度) |
|
ASTM D792/ISO 1183 | 1.02 |
|
| 成型收缩率 |
|
ASTM D955 | 0.4-0.7 | % | |
| 熔融指数(流动系数) | 200℃/5kg | ASTM D1238/ISO 1133 |
|
g/10min | |
| 220℃/10kg | ASTM D1238/ISO 1133 |
|
g/10min | ||
| 吸水率 23℃/24H |
|
ASTM D570/ISO 62 | 1.03 | % | |
| 热性能 | 热变形温度 | 退火 | ASTM D648/ISO 75 | 97 | ℃(℉) |
| 未退火 | ASTM D648/ISO 75 | 102 | ℃(℉) | ||
| 维卡软化点 |
|
ASTM D1525/ISO R306 | 104 | ℃(℉) | |
| 熔点 |
|
- |
|
℃(℉) | |
| 燃烧性(率) |
|
UL94 |
|
|
|
| 线性膨胀系数 |
|
ASTM D696/ISO 11359 | 0.8-1.1 | mm/mm.℃ | |
| 加工条件 | 干燥条件 |
|
|
|
|
| 加工温度 | 射嘴 |
|
|
℃ | |
| 料筒前段 |
|
|
℃ | ||
| 料筒中段 |
|
|
℃ | ||
| 料筒后段 |
|
|
℃ | ||
| 熔体温度 |
|
|
|
℃ | |
| 模具温度 |
|
|
|
℃ | |
| 压力 | 注塑压力 |
|
|
Mpa | |
| 保压压力 |
|
|
Mpa | ||
| 背压 |
|
|
Mpa | ||
| 螺杆转速 |
|
|
|
rpm | |
| 其他 | 备注 |
|
|||
| 颜色 |
|
||||
| 特性 |
|
||||
|
用途 |
|
|
|
|
|